


Measuring OEE in Coswin
Note that, although written for Coswin, most of this article is applicable to other CMMS.
Why would you want OEE in COSWIN?
Probably the first question to ask: doesn’t the production department already provide all the reports and indicators required? This may be done using an ERP system, though more often that not it is simply in Excel. Most of the data required to compute the OEE come from production anyway. By letting production continue to handle such reports, the maintenance department can instead focus on implementing methodologies to solve technical problems. This is what we observe at most customers’: if a well-functioning production reporting system is already in place, perhaps it is not worth changing it.
On the other hand, it would be nice to have both production and maintenance data in one single report, to help your team see the correlation between maintenance activities and plant performance. Having OEE data (at least the Availability part) in Coswin would allow management to better assess the impact of maintenance actions.
Another good reason to get OEE measures from Coswin could be that it would help identify discrepancies between production and maintenance reports. Surprise! Such discrepancy is very common, its degree reflecting the communication gap between operators and maintenance technicians. This will be covered in the last section of this article.
All in all the decision to measure OEE in Coswin rather than in whatever system production is using has to be taken based on the actual situation on site. It also depends on the level of maturity of the organization – a company struggling with permanent emergencies and no preventive maintenance is well advised to focus on the fundamentals first. Generally, it makes more sense in the process industry (e.g. pulp and paper, steelmaking, chemicals etc.) than in discrete manufacturing i.e. the closer the maintenance department is to operations, the more interesting it becomes to have OEE in Coswin. Process plants are also more automated, allowing Coswin to collect data directly from the control system.
How to do it in COSWIN?
To be able to calculate OEE in Coswin, it is necessary to input all the data required. From the maintenance point of view, the most important is to obtain the Running Time or Planned Production Time (= Running Time – Planned Down Time) from production.
In practice, using Coswin, specifically-designed meters are used, for example for Planned Production Time. Meters should be created at the right level in the equipment structure, i.e. where it makes sense to evaluate the OEE, typically at production line level. The meter should be set as “non-cumulative”. Input will be performed manually for each meter, based on paper records. Downtime is reported as usual through work orders, together with defect code, symptom, cause and action. The OEE, from the availability point-of-view can then be computed by Coswin by applying the formula:
OEE(A)= (∑ Planned Production Time – ∑ Downtime) / ∑ Planned Production Time
This can be done either in a report, as a KPI, or even through a background process than will automatically update a field in the equipment window (“topographical details”).
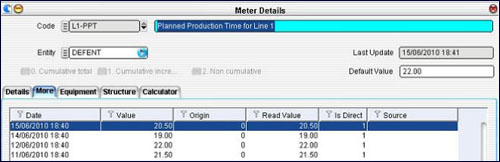
Production meters for one production line in Coswin

Capture of production losses in COSWIN Work Order
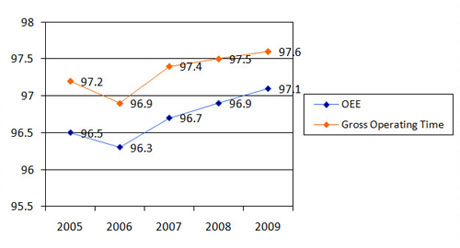
Trending display in a COSWIN report
There are three possible methods to capture the data required for this calculation: manual input, semi-manual input and automated process. The same basic setting in Coswin, based on meters, is used for all three methods.
Manual input
Manual input is the simplest method, and the fastest to implement: operators have to record all related production values on paper, in pre-formatted sheets. Those sheets should be simple and highly visual, requiring as little writing as possible. For example micro-stoppages will be reported by sticks (adding one mark every time an event occurs: |, ||, |||, ||||, |||| for 5 etc.), only longer stops requiring a record of time. At the end of the shift or perhaps on a weekly basis, the data is then input manually into Coswin. Easily applicable to the availability component of OEE (which requires only reporting of Planned Production Time and downtimes), it can also be extended to performance and quality, in which case the data input process can become very fastidious. The following section will focus on availability.
Quick and cheap, this solution is on the other hand time-consuming and error-prone: it is thus difficult to ensure the accuracy of data. Based on our experience with factories in China, it, however, often proves to be the best solution.
Semi-automatic input
By this term we denote a direct input into a computer with a simplified display, located on the shop floor: for example a touch-screen device with easy input using large buttons. While this can be done in Coswin itself, using diagrams, specialized devices would more likely be used. Simple control systems can capture downtime directly from the machine, the operator then having only to select the cause of stoppage on the touch-screen panel. Until the cause has been input, the system can prevent the operators from restarting the machine. Siveco partner PCVue, with its PlantVue HMI technology, can provide such a solution integrated with Coswin (PCVue will be featured in a coming newsletter).
This approach contrasts with the purely manual method by its ease-of-use for operators and the reliability of the data obtained. Considering the hardware investment involved, it makes most sense for machines already equipped or for new automated production lines, in which case it is recommended to liaise with our teams as early as possible. Note that this method is still partly dependent on input by operators.
Automatic input
The third option, fully automatic, is based on the utilization of a control system to capture all necessary data directly from the machine. Considering the large investment required, this approach is most commonly applied to large process plants, such as paper mills, where DCS-based solutions continuously capture production, downtime and quality data. Data is then transferred to Coswin using standard interface tables (various technologies can be used depending on the third-party systems involved). The best time to implement such a solution is when the DCS is being setup.
While the first method is usually recommended for its simplicity, the semi-automatic approach may be suitable for large complex discrete manufacturing plants, and the automatic solution is well suited for fully-automated process plants. All three are based on Coswin meters.
A few more tips and a conclusion
| ● | OEE does not reflect the link between Performance and Quality: (it treats it independently, while in reality it may not be true based on the team’s experience (“We know we can’t run the line over 500 units/min otherwise the scrap ratio will be too high”). |
| ● | OEE penalizes variability amongst it subcomponents (Availability, Performance, Quality). For example: 20% x 80% = 16%, and 50% x 50% = 25% which does not necessarily reflect an industrial reality. |
| ● | OEE doesn’t take in account the fact that unscheduled stoppages are much more painful (and costly) than scheduled stoppages. It treats them equally. |
| ● | We do not recommend following the OEE for the whole plant (with the exception of process plants, where one plant is in fact one large machine). If you really have to, it is preferably to take the average OEE of all the production lines. |
| ● | OEE cannot be below zero! If the CMMS says it is, it means that the same downtime was reported in several Work Orders or that you are not calculating your OEE at the right level in the structure. Our consultant can help on this, through audit/coaching sessions (typically 1-3 days of services). |
| ● | Discrepancies between production and maintenance records are common. This remains the best reason to implement a single OEE (whether it is done in the production department’s Excel sheet or in Coswin does not really matter) based on inputs of Planned Production Time and Work Orders by the respective departments. Coswin will also be able to compute other indicators based on these inputs, such as MTBF, which reminds us that OEE is just one of the many indicators available to industrial managers to improve the plant performance. |
Always keep in mind that the OEE is a strategic indicator, reflecting the utilization of invested assets. From the operational point of view, what matters is the evolution of the OEE and the analysis of causes, in order to determine and implement improvement.
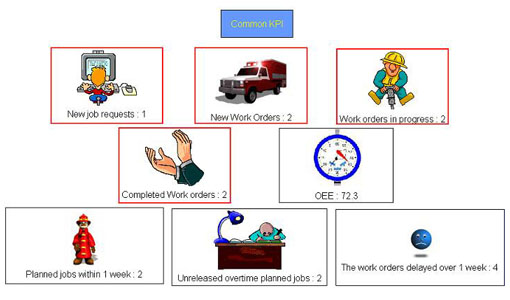
OEE as a KPI in COSWIN’s Cockpit

